
Гидроабразивная резка латуни
Латунные сплавы отличаются высоким уровнем легирования и обладают набором уникальных характеристик, востребованных в целом ряде отраслей производства. Двухкомпонентные металлы - томпаки полутомпаки формируются за счет использования в качестве примеси цинка, доля которого составляет менее 20%. Такие сплавы обладают повышенным значением пластичности, хорошей свариваемостью, высокими антифрикционными и антикоррозионными свойствами. В состав многокомпонентной латуни также входит медь, а также олово, малые доли марганца, свинца, а также никеля.
В настоящее время двойные деформируемые латунные сплавы марок Л60 - Л96 активно применяются для изготовления сильфонов, змеевиков, штампованных, конденсаторных труб, гаек, болтов, гильз, деталей машин, толстостенных патрубков в машиностроении и химической индустрии.
На основе многокомпонентных латуней марок ЛА, ЛЖ, ЛН, ЛМц, ЛО и ЛС производят вкладыши подшипников, зубчатые колеса, втулки, пружины и многие другие детали для химической аппаратуры, морских судов, самолетов, электромашин, теплотехнических устройств и других механизмов.
Важную роль в процессе изготовления латунных изделий играет процесс резки, в ходе которого формируются готовые детали, к которым предъявляются высокие требования в области технологических и механических свойств и качеств. Одним из наиболее востребованных видов обработки латунных сплавов является технология гидроабразивной резки.

Характеристики и возможности
Современные станки гидроабразивной резки позволяют производить контурный раскрой любого материала толщиной от 0,1 до 300 мм. Качество при этом находится на высоком уровне и заслуживает особого внимания. Обработка стали, и разделение металла реализуется при температуре в зоне реза не более 90 градусов по Цельсию. Как следствие, кромка изделий не деформируется вследствие термического влияния. Помимо этого в результате процесса не происходит образование окалины, которая свойственна технике плазменной резки. Стоит отметить и минимальное значение шероховатости кромки. Таким образом, станки, функционирующие по технологии ГАР, позволяют изготавливать на основе стальных и прочих сплавов детали и изделий готовые к применению, которая не требует реализации дополнительных этапов по обработке ее поверхности.
Сущность процесса и практическая реализация
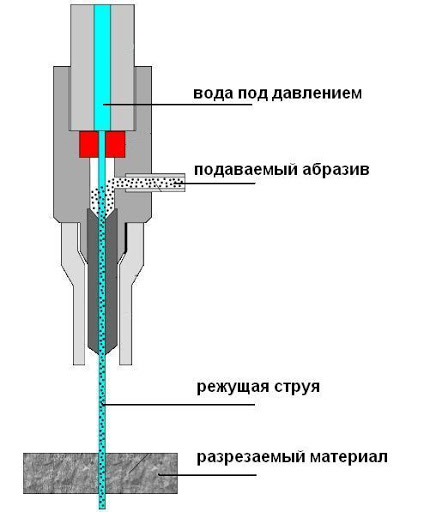
Технологический процесс разделения латунных изделий при помощи гидроабразивной резки основан на воздействии на поверхность металла направленного высокоскоростного потока жидкости с добавлением твердых частиц абразива. При этом в качестве основы для процесса используется обычная вода, которая подается под высоким давлением в зону реза. Для обеспечения эффективной резки латуни, плотность которой варьируется от 8500 до 8700 кг/м3, задействуют станки с максимальным давлением воды в системе до 5000 атмосфер. Для этой цели оборудование оснащается специальными насосами прямого действия или агрегатами с плунжерной конструкцией.
Вода подается в смесительную камеру специальной конструкции, где поток обогащается абразивными частицами примесей. В качестве мелкодисперсного абразива при реализации процесса чаще всего задействуется гранатовый песок. Использование твердых частиц значительно усиливает эффективность потока, позволяя повысить скорость обработки поверхности. При этом в качестве режущего инструмента используется струя, которая не имеет степени износа. Посредством технологии ГАР могут подвергаться резке как тонколистовые изделия с толщиной материала от 0,1 мм, так и массивные детали толщиной 300 мм и более. Процесс резки основан на эрозийном воздействии на поверхность сплава. Попадая на нее, твердые частицы абразива отрывают микроскопические части и уносят их посредством энергии потока из зоны резки. Точность процесса достигается за счет минимальных размеров струи, которые варьируются от 0,5 до 1,5 мм. Диаметр выходного отверстия расположенного на сопле составляет от 0,6 до 1,2 мм, что при заданном давлении и напоре жидкости позволяет сформировать поток, перемещающийся со скоростью до 1000 метров в секунду.
Изделия при этом фиксируются на рабочем поле станка для получения необходимой точности реза, а нижняя часть оборудуется специальным поддоном в виде емкости для гашения потока.
Современные станки обладают функцией автоматического программирования и управления режущей головкой. При этом выбирается оптимальная скорость резки, которая в свою очередь зависит от напора и скорости струи, а также от объема и свойств абразивного материала. Абразивный материал и жидкость помещаются в емкости, оборудованные датчиками уровня и системой управления насосом.
Абразивные свойства потока позволяют осуществлять сложный раскрой латунных изделий для формирования необходимых контуров реза с различными углами и направлениями. В связи с этим станки с технологией ГАР массово используются на предприятиях с серийным и мелкосерийным производством.
 Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!

-
Создание изделий от 1 часа

-
Отсрочка платежа постоянным клиентам

-
Возможна оплата по факту отгрузки

-
Качество продукции соответствует ГОСТам, ТУ и подтверждено сертификатами

Преимущества и недостатки технологии
Технология ГАР имеет ряд достоинств, благодаря которым процесс активно используется в различных сферах производства латунных изделий. Среди них:
- отсутствие температурного воздействия на разрезаемый материал. Температура в зоне реза колеблется в пределах от 60 до 90º С;
- минимальный уровень отходов. Благодаря малой толщине реза обеспечивается меньше потерь материала;
- высокое качеств реза, отсутствие оплавления материала на кромках, а также в прилегающей к ним зоне;
- высокая производительность при раскрое листового материала с толщиной более 8 мм;
- высокая универсальность технологического процесса, который позволяет работать с латунными изделиями толщиной от 0,1 до 300 мм и более;
- возможность сохранения структуры материала, в которой в результате резки не выгорают легирующие элементы, обеспечивающие набор повышенных эксплуатационных характеристик;
- экологическая безопасность - полное отсутствие вредных газовыделений, токсинов, которые негативно повлиять на здоровье человека;
- высокая производительность технического процесса. Возможность разделения металла в виде листовых изделий в пакете, который может содержать несколько слоев;
- максимальная взрыво- и пожаробезопасность реализации технологической операции;
- доступность расходных материалов, используемых в процессе выполнения операции;
- простота и минимальный уровень обслуживания оборудования;
- приемлемая себестоимость.
- Среди недостатков ГАР можно отметить следующие моменты:
- недостаточная скорость резки латунных изделий из тонколистовой стали;
- ограниченный ресурс отдельных комплектующих станка.

с момента заказа
