
Кислородно дуговая резка
В условиях повсеместного применения металла, изделии из которого являются актуальными и востребованными во всех сферах производства, строительства, прокладки коммуникаций, используется широкий спектр возможностей для обработки и раскроя листов, труб, арматуры, профилей. Одним из них является кислородно-дуговая резка, которая находит применение при проведении работ по демонтажу и монтажу металлоконструкций, строительству и ремонту сооружений, узлов и механизмов. Технологическая операция отличается доступностью и простотой, имея невысокую себестоимость.

Физические принципы резки
Метод кислородно-дуговой резки представляет собой физический процесс полного или частичного разделения металла, который основан на воздействии кислородной струи и электрической дуги. Технология находит применение для работы с изделиями толщиной до 120 мм, выполненными из углеродистых марок сталей. В отличие от дуговой резки в процессе операции используется кислородная струя, которая подается в рабочую область под высоким давлением и окисляет стальной сплав, удаляя продукты сгорания. Такая методика позволяет расширить возможности резки за счет увеличения объема тепловой энергии, ускоряющей процесс и повышающей эффективность резки. Аппаратно в качестве электродов выступают стальные трубки длиной от 340 мм до 400 мм и диаметров 8 мм.
Техпроцесс разделения металла основан на одновременном воздействии двух факторов. Металл разогревается посредством электродуги, а после сжигается потоком подаваемого параллельно электроду кислорода. На практике используются как плавящиеся трубчатые, таки графитовые угольные электроды. При перемещении резка режущая кислородная струя следует за движением электрода, образуя рез.
Оборудование и технология
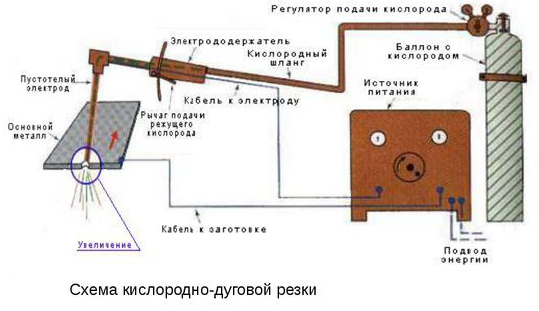
В качестве оборудования для реализации технологической операции используются специальные резаки, конструкция которых позволяет осуществлять подвод кислорода к месту реза и закрепление специального электрода. Операция осуществима как на постоянном, так и на переменном токе, величина которого зависит от сечения электрода. При этом наиболее стабильной является дуга при питании от источника постоянного тока, для формирования которой используется плавкая проволока. Подача кислорода реализуется через центральный канал электрода. Наружная его часть покрывается специальной обмазкой, которая необходима для устойчивого горения дуги.
В ходе технологического процесса электрод располагают с опиранием на поверхность разделяемого материала под углом 75 - 85º с уклоном по направлению в сторону резки. Обычный стальной электрод при этом имеет длину 350 – 400 мм внешний диаметр 5 – 6 мм с сечением внутреннего канала до 2 мм. К числу недостатков технологии можно отнести большой расход таких электродов, время сгорания которых составляет около 40 – 50 секунд. Повышенной долговечностью и стойкостью обладают электроды трубчатого типа, выполненные на основе карбида бора или кремния. Покрытые металлической оболочкой с нанесенной поверх обмазкой керамические электроды имеют длину 300 мм, диаметр 12 мм и отличаются повышенной стоимостью. При токе от 300 до 500А время их работы составляет 30-40 минут.
В ряде случаев при работе с изделиями из стали, толщина которой не превышает 50 мм, задействуют последовательно-струйный метод технологии кислородно-дуговой резки. Для этого к стандартному электродержателю, предназначенному для дуговой сварки, подключается оснащение для резки, позволяющее подавать кислород к поверхности расплавленного дугой металла. Для образования дуги могут применяться блоки постоянного или переменного тока. В качестве расходных материалов при этом могут использоваться электроды любых типов, а также углеродистая проволока сечением 5 мм независимо от марки с наличием обмазки. В состав последней входят 4 доли каменноугольного шлака и 1 доля мела. Сварочный ток, как правило, составляет 200 – 250А. Эффективность последовательно-струйной технологии соизмерима с результатами ручной кислородно-ацетиленовой резки.
В зависимости от толщины металла давление подаваемого в зону разделения металла кислорода составляет от 0,3 до 1 МПа. Во многом эффективность и резки и производительность зависит от чистоты и качества применяемого для разрезания сплава кислорода.
Сфера применения
Наиболее востребованной кислородно-дуговая резка является во время проведения комплекса сборочных и строительно-монтажных работ, в ходе которых необходимо использовать резак в повторно-кратковременном режиме, а также на объектах, где применение кислородной резки является нежелательным или вовсе недопустимым. В частности такой метод является актуальным для резки металла под водой. Технология задействуется при ручной резке стали, может использоваться для разделения цветных металлов и легированных сплавов с малой толщиной, чугуна, при пакетной резке однотипных изделий.
Ручная кислородно-дуговая сварка позволяет формировать рез, который характеризуется сравнительно невысоким качеством. Поверхности и кромки обладают неровностями, наплавлениями и шероховатостями. Обладая высокой производительностью и эффективностью, за счет дополнительных источников тепловой энергии, нередко технология задействуется при демонтажных работах, а также работах по измельчению металлического лома для его последующей переработки.
 Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!
Металлообработка, заказанная в нашей компании, осуществляется в самые сжатые сроки!

-
Создание изделий от 1 часа

-
Отсрочка платежа постоянным клиентам

-
Возможна оплата по факту отгрузки

-
Качество продукции соответствует ГОСТам, ТУ и подтверждено сертификатами

Меры безопасности
Кислородно-дуговая резка металла относится к категории работ с повышенной пожарной опасностью, которые выполняются резчиком из числа электротехнического или электротехнологического персонала. Для обеспечения безопасности оборудование проходит проверку не реже 1 раза в год, а место проведения работ обеспечивается первичными средствами огнетушения. Исполнитель в ходе технологической операции должен использовать защитную маску и спецодежду.
с момента заказа
